болтов головки блока цилиндров, клапанной крышки, форсунок и т.д.

Головка блока цилиндров обеспечивает герметичность камеры сгорания двигателя и является основой для механизмов ГРМ. За время эксплуатации на неё воздействуют высокие температуры, постоянные вибрации, что вкупе с неправильно затянутыми болтами может привести к растрескиванию металла корпуса, прогоранию и деформации прокладки, разгерметизации камеры сгорания. Избежать этого можно, если правильно затянуть крепежи ГБЦ.
Важность правильной затяжки крепежей ГБЦ
Автомобили, произведённые до 2011 года, требуют регулярной подтяжки болтов головки блока цилиндров. Модели машин, выпущенные после 2010 года, обладают двигателями иной конструкции, из-за чего им не требуется проведение такого типа работ. Несмотря на это, проблема затяжки болтов особенно актуальна для владельцев ВАЗ 2106 и ВАЗ 2107, которые должны проходить ежегодный технический осмотр.
Накопление влаги в местах соприкосновения болтов со временем приводит к необходимости затяжки креплений в блоке цилиндров. При этом основной причиной этого становятся протечки моторного масла: постепенное его протекание из корпуса ДВС приводит к проблемам в работе цилиндров и постепенному выходу их из строя.
Смазочная жидкость может протекать по разным причинам, среди которых числятся:
- Деформация металла головки блока цилиндров, что является следствием короткого замыкания в электрической сети авто или перегревом двигателя;

Повреждения головки блока цилиндров — последствия перегрева двигателя
- Разгерметизация прокладки блока ГБЦ. За время своей эксплуатации она потихоньку изнашивается и истирается, из-за чего приходится постоянно подтягивать болты. После прохождения каждой сотни тысяч километров определяется новый момент затяжки — либо своими руками, либо в автосервисе. Помимо этого, болты подтягиваются после установки новой ГБЦ.
Повреждения прокладки ГБЦ и ее выход из строя


Простой сменой прокладки в таком случае ограничиться не получится: при неправильно выставленном усилении новая будут стираться с такой же скоростью, что и ранее.
Последствия неправильной затяжки креплений ГБЦ
Процесс затяжки креплений головки блока цилиндров требует точного соблюдения всех особенностей и правил. Довольно часто новички и неспециалисты допускают ошибки, последствием которых становятся дефекты ГБЦ или блока цилиндров:
- Перетягивание болтов;
- Попадание в резьбовые колодцы смазочной жидкости;
- Крепления затягиваются в ошибочном порядке;
- Работа ключом с неподходящей насадкой;
- Попытка вкрутить болты неподходящей длины.
Без добавления смазочного средства вкрутить болт в резьбовой колодец, не очищенный от нагара, грязи и ржавчины, практически невозможно. Даже если затяжка будет выполнена, её момент не будет докручен до необходимой величины. Специалисты, работающие с двигателями автомобилей, наносят смазку только на болты, в то время как новички в силу неопытности и отсутствия знаний заливают масло непосредственно в колодец. Как результат — полный выход колодца из строя, его деформация, из-за чего приходится менять весь блок цилиндров или проводить его капитальный ремонт.

Расположение колодцев болтов ГБЦ
Затяжка болтов ГБЦ «на глазок», без использования динамометрического ключа, не приводит ни к чему хорошему: крепления либо перетягивают, либо недотягивают. В первом случае болты ломаются, из-за чего приходится отдавать в ремонт блок цилиндров. В большинстве случае головки болтов ГБЦ изготавливаются под наружный либо внутренний шестигранник, намного реже — под квадрат. Если грани насадки на ключ износились, во время затяжки её может провернуть вместе с гранями шляпки болта. Как результат — они будут стёрты, а сам метиз невозможно будет ни вкрутить, ни выкрутить.

Последствия неправильной затяжки резьбовых соединений — поломанные и вышедшие из строя болты
Лишнее напряжение в корпусе ГБЦ обычно фиксируется при несоблюдении порядка затяжки болтов. ГБЦ выполнена из алюминия, который практически не переносит высоких нагрузок, быстро деформируется и покрывается трещинами. Через них вытекают продукты сгорания топлива, что провоцирует потерю мощности и приёмистости двигателя, повышению его аппетитов и снижению рабочего ресурса. Появление трещин грозит смешиванием охлаждающей жидкости и масла, что снижает смазывающие свойства последнего и приводит к быстрому износу всех деталей и узлов двигателя, находящихся в постоянном трении.

Растрескивание головки блока цилиндров из-за высокого напряжения
Особенности затяжки резьбовых соединений ГБЦ
Одним из актуальных вопросов, с которым сталкиваются многие автомобилисты, успевшие поэксплуатировать на своём веку отечественные автомобили, — необходимость проведения профилактической затяжки болтов ГБЦ после ремонта блока цилиндров или самого двигателя.
Современные модели силовых агрегатов не требуют проведения протяжки ГБЦ. В них головка крепится к блоку цилиндров при помощи так называемых пружинных болтов, или самозатягивающихся болтов. Их особенностью является то, что после проведения одной затяжки им не требуется дополнительная протяжка на всём сроке и эксплуатации. Проводить её для подобных креплений вовсе не стоит: она может деформировать их и вывести из строя.

Современные пружинные болты, не требуюшие постоянной подтяжки
Сегодня протяжка ГБЦ обязательна только для автомобилей ГАЗ, ВАЗ и Москвич, хотя несколько лет назад она была обязательным пунктом каждого ТО.
Правила проведения затяжки креплений
Соблюдение стандартных правил затяжки болтов головки должны соблюдаться для всех типов двигателей.
- Обязательное соблюдение рекомендаций производителя по моменту силы и порядку затяжки;
- Процедура осуществляется только при помощи динамометрического ключа, который должен быть в исправном состоянии. Использовать любые другие инструменты, в том числе и гаечный ключ, запрещено — момент силы должен полностью соответствовать нормам, а не подбираться «на глазок»;
- Используемые болты должны быть в идеальном состоянии и отличаться высоким качеством. Старые крепежи использовать нельзя, так же как и обрезанные болты. Чистота и состояние резьбы проверяются непосредственно перед затяжкой. «Пружинные» болты повторно не вкручиваются, поскольку не дадут необходимого усилия, что поспособствует протеканию смазки из-под прокладки;
- Болты типа TTY ни в коем случае не применяются для подтяжки ГБЦ. Такие крепежи используют на алюминиевых головках и затягиваются по градусу, а не по моменту силы. Подобные предупреждения обычно указаны производителем;
- Прокладка ГБЦ должна иметь соответствующую спецификацию от производителя. В сопровождающей документации прописывается, какой именно момент силы затяжки подходит для данного вида детали. Такие параметры учитываются в первую очередь для того, чтобы величина силы затяжки прокладки и двигателя не разнились;
- Заливать смазочную жидкость в «слепое» отверстие для крепления головки нужно аккуратно, не допуская переливаний — в противном случае болт не зайдёт на полную длину. Резьба болта, вкручиваемого в сквозное отверстие, смазывается перед процедурой пластичным герметиком.
Условия, при которых осуществляется протяжка болтов ГБЦ, сильно разнятся в зависимости от материала, из которого отлита головка: для чугуна двигатель должен быть прогрет до температуры в 80
Необходимые инструменты
Затяжка резьбовых соединений головки осуществляется при помощи динамометрического ключа с набором насадок. Такие инструменты бывают трёх типов: щелчковые, стрелочные и электронные.
- Щелчковый. Автомобилисты нередко именуют его трещоткой. Признаётся механиками автосервисов, весьма популярен у владельцев авто. Максимальная погрешность инструмента — 5%, что весьма неплохой показатель для домашней эксплуатации. Фиксирует усилия в диапазоне от 40 до 360 Нм. Профессиональные автослесарные трещотки обладают ещё меньшей погрешностью — около 3% — но при этом стоят в разы больше любительских;
Трещотка — популярный полупрофессиональный динамо-ключ, широко используемый для затяжки болтов ГБЦ
- Стрелочный. Дешёвый, простой в эксплуатации и конструкции и ненадёжный. Погрешность его измерений — 10% и более. Максимальное усилие — 280 Нм. Результаты его применения приходится буквально определят на глаз, что не есть хорошо. Можно использовать для несложных работ, не требующих особой точности, однако профессионалы инструментом его вовсе не признают;
Стрелочный динамо-ключ — самый простой прибор для затягивания резьбовых соединений
- Электронный. Самый надёжный и эффективный инструмент с минимальной погрешностью и диапазоном усилий от 20 до 350 Нм. Имеется цифровая шкала, звуковое и световое оповещение. В основном для профессионального использования, весьма дорогой.
Профессиональный динамометрический ключ, обладающий максимальной точностью измерений



Щелчковый динамометрический ключ — оптимальный вариант для тех, кто любит покопаться в автомобиле и желает приобрести надёжный инструмент.
Динамометрический ключ своими руками
Изготовить динамо-ключ можно самостоятельно, если нет возможности приобрести подобный инструмент для личного пользования. Динамометр в самодельном ключе заменяют обычным безменом — пружинными весами. В большинстве случаев используется безмен на 20 килограмм и металлическую трубу длиной 50 см. Диаметр трубы подбирается исходя из размера ключа: он должен легко на неё надеваться. С одной стороны трубы проделывается несколько отверстий, в которые будет устанавливаться безмен. Весы крепят перпендикулярно трубе. Собранная в домашних условиях альтернатива динамометрическому ключу позволяет закручивать гайки и болты с усилием не более 100 Н/м.

Детали и приборы, необходимые для сборки динамо-ключа своими руками
Универсальность — основное преимущество самодельного динамо-ключа. Подобный инструмент легко надевается на любые ключи, шестигранники и воротники. Несмотря на его достоинства, он весьма неточен и ненадежён, поэтому лучше пользоваться качественными профессиональными аналогами.
Момент затяжки болтов ГБЦ
В случае со старыми автомобилями моментов затяжки креплений головки всего два, а вот на современных моделях их уже вдвое больше. Проводится подтяжка резьбовых соединений в тёплое время года при температуре окружающей среды более 20оС либо в теплом помещении в холодное время года.
Болты обязательно очищаются от грязи, смазки, нагара, особенно тщательно в случае, если потекла прокладка ГБЦ. Желательно после каждого этапа выжидать 10–20 минут — за это время металл должен вернуться в исходную форму и не деформироваться под нагрузками.
Момент затяжки резьбовых соединений указан в руководстве по эксплуатации к автомобилю. Узнать его можно у официальных дилеров марки или специалистов в автосервисе.
Ниже приведена таблица моментов, которые превышать во время процедуры нежелательно.
Таблица: стандартные моменты затяжки резьбовых соединений
| Резьба | Прочность болта | ||
| 8.8 | 10.9 | 12.9 | |
| М6 | 10 Нм | 13Нм | 16Нм |
| М8 | 25Нм | 33Нм | 40Нм |
| М10 | 50Нм | 66Нм | 80Нм |
| М12 | 85Нм | 110Нм | 140Нм |
| М14 | 130Нм | 180Нм | 210Нм |
| М16 | 200Нм | 280Нм | 330Нм |
| М18 | 280Нм | 380Нм | 460Нм |
| М20 | 400Нм | 540Нм | 650Нм |
| М22 | 530Нм | 740Нм | 880Нм |
| М24 | 670Нм | 940Нм | 1130Нм |
| М27 | 1000Нм | 1400Нм | 1650Нм |
| М30 | 1330Нм | 1800Нм | 2200Нм |
| М33 | 1780Нм | 2450Нм | 3000Нм |
| М36 | 2300Нм | 3200Нм | 3850Нм |
| М39 | 3000Нм | 4200Нм | 5050Нм |
| М42 | 3700Нм | 5200Нм | 6250Нм |
Порядок затяжки резьбовых соединений
Процедура затяжки болтов осуществляется в полном соответствии с требованиями производителя к определённому виду двигателя. Вся информация содержится в технической документации к автомобилю.

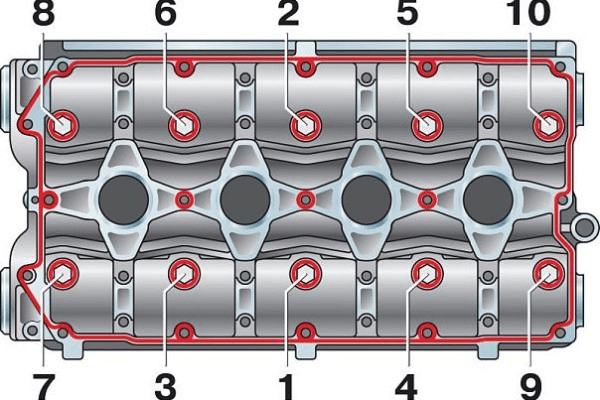
Правильный порядок затяжки болтов головки блока цилиндров
В случае с автомобилем ВАЗ 2107, к примеру, затяжка креплений ГБЦ осуществляется в два этапа:
- Предварительным моментом 33,3–41,16 Н·м (3,4–4,2 кгс·м) болты 1–10;
- Окончательным моментом 95,94–118,38 Н·м (9,79–12,08 кгс·м) болты 1–10 и моментом 30,67–39,1 Н*м (3,13–3,99 кгс*м) болт 11.
Работа с динамометрическим ключом
Динамо-ключ в начале работ устанавливается в так называемое нулевое положение — момент, в котором положение болта головки соответствует показаниям ключа. Показываемые инструментом измерения желательно где-нибудь записать.
Ключ аккуратно и осторожно вращается, при этом тщательно следят за его показаниями. Момент силы не меняется — резьбовое соединение слишком растянулось; резко изменился — необходимо сделать так, чтобы болт начал двигаться. Держатель растянут не до конца в том случае, если показания резко подскакивают. В последнем случае все работы осуществляются после того, как будет проведена стабилизация.

Затягивание болтов ГБЦ при помощи динамо-ключа
Болты подвергаются замене в том случае, если во время их замены момент силы начинает стремительно падать.
Затяжка резьбовых соединений ГБЦ видео:
Затягивание резьбовых соединений без использования динамо-ключа
Нередко автовладельцы задаются вопросом о том, как затянуть болты ГБЦ, не прибегая к использованию динамометрического ключа. Сделать это можно, причём данный способ весьма действенный на практике. Для его осуществления понадобятся:
- Двусторонний накидной либо рожково-накидной ключ. Как вариант — можно прибегнуть к сгибающимся отвёрткам, с одной стороны которых имеется отверстие или полость;
- Безмен (пружинные весы) с пределом в 20 килограмм.
После сбора необходимых инструментов необходимо высчитать момент затяжки — усилие, которое прикладывается к метровому рычагу. Если требуется затяжка гайки с моментом 2 кгс*м, то усилие будет равно 8 кг. После проведения всех расчётов на крепёж устанавливается ключ, к другому концу которого крепятся весы. Кольцо безмена тянется до тех пор, пока на шкале не отобразится необходимая величина момента.
Метод затяжки резьбовых соединений без динамометрического ключа очень прост и спасает в тех ситуациях, когда такого прибора нет под рукой или его приобретение слишком накладно.
Затяжка болтов ГБЦ без использования динамометрического ключа видео:
Какой из способов затяжки крепежей лучше?
Каждый из способов затягивания резьбовых соединений ГБЦ обладает своими плюсами и минусами. Использование динамометрического ключа позволяет добиться точных результатов без повреждения деталей и болтов, которые могут привести к выходу двигателя из строя. Второй метод — без динамо-ключа — широко используется в народе благодаря своей простоте, доступности и отсутствию необходимости приобретать дорогостоящий ключ.
Несмотря на то что профессиональные механики советуют прибегать только к первому способу, производители автомобилей в технических руководствах нередко советуют использовать комбинированный метод. Суть его заключается в том, что при моментах затяжки свыше 8–10 кг*м велика вероятность стопроцентной ошибки даже с использованием смазочных материалов, поэтому крепежи сперва затягивают динамо-ключом до указанных значений, а потом доворачивают по углу. На практике такой способ оказывается самым эффективным, поскольку болт докручивается до характерного щелчка, гарантирующего полное соблюдение момента силы.
Одной из важных частей двигателя является головка блока цилиндров. Правильная затяжка болтов, определение момента и порядок работ обеспечивают бесперебойную работу ГБЦ и силового агрегата автомобиля.
Оцените статью: Поделитесь с друзьями!что такое момент затяжки болтов крепления ГБЦ, схема и последовательность
Головка блока цилиндров (ГБЦ) силовых агрегатов транспортных средств предназначена для обеспечения герметизации камеры сгорания. Чтобы выполнить это условие, необходимо правильно затянуть крепежные элементы, для этого следует знать, с каким усилием затягивать головку блока цилиндров. Операцию проводят после «обкатки», которая производится на двигателе нового автомобиля или по окончании восстановительных работ силового агрегата.
Содержание
Открытьполное содержание
[ Скрыть]
Из чего состоит ГБЦ
Практически во всех двигателях конструкция ГБЦ одинакова.
Она в себя включает:
- Корпус изделия, который изготавливают методом точного литья. В нем предусмотрены каналы подачи охлаждающей жидкости и моторной смазки трущимся частям.
- Клапаны во впускном и выпускном каналах.
- Вал распределительный (в некоторых конструкциях их два).
Основным элементом ГБЦ является корпус. Он вместе с прокладкой обеспечивает герметизацию камеры сгорания. В корпусе запрессованы направляющие втулки клапанов, их количество зависит от конструктивных особенностей ГБЦ. Клапаны перемещаются во втулках, обеспечивая подачу топлива и вывод отработанных газов. Для изготовления корпуса головки используют алюминий, она крепится к блоку болтами, производимыми из высококачественной стали.

Головка блока цилиндров
Коэффициент температурного расширения у этих металлов разный, поэтому обеспечить высокую герметичность камеры сгорания возможно только в том случае, когда головка будет затягиваться равномерно по всей плоскости блока цилиндров. Если это условие не выполняется, силовой агрегат может выйти из строя.
О силах, действующих на ГБЦ во время работы мотора
Обеспечить равномерность теплового воздействия на головку в работающем двигателе невозможно. Наиболее сильному нагреву подвергаются места в корпусе, располагающиеся над камерой сгорания, что вызывает напряжение металла на этих участках. Сила давления корпуса из алюминия на прокладку между ГБЦ и блоком цилиндров сильно увеличивается, что может вывести её из строя. Чтобы этого избежать, производится периодическая протяжка болтов крепления ГБЦ.
Силы, действующие на ГБЦ во время завинчивания винтов
Обеспечить высокую герметичность камеры сгорания только установкой головки на блок цилиндров не получается, поэтому между ними стоит прокладка. Она имеет более низкую жесткость, при затяжке болтов прокладка сжимается, тем самым производится уплотнение зазоров. Если завинчивание крепежных винтов производится в произвольном порядке, а момент затяжки болтов ГБЦ на ключе не контролируется, можно получить деформацию корпуса головки или прогорание прокладки.
Следует напомнить, что такое момент затяжки болтов. Под этим подразумевается величина усилия на гаечном ключе, которое обеспечит герметичность соединения головки и блока цилиндров. Момент затяжки болтов и последовательность выполнения работы указываются в инструкции по ремонту и эксплуатации транспортного средства. Эти рекомендации следует выполнять неукоснительно.
В каких случаях необходима затяжка головки цилиндров
Конструкция движков постоянно совершенствуется, срок службы увеличивается, а объем работ по обслуживанию силовых агрегатов уменьшается. Моторы, выпущенные после 2010 года, уже не нуждаются в периодической протяжке болтов крепления головки. Для более ранних моторов проводить такую операцию рекомендуют при каждом очередном ТО. При длительной эксплуатации машины иногда появляются следы протечек моторного масла или охлаждающей жидкости. В таком случае необходимо немедленно подтянуть крепеж ГБЦ, иначе может потребоваться серьезный ремонт мотора. Причинами появления протечек может быть перегрев силового агрегата и несоблюдение порядка затягивания болтов.
Когда усилие затягивания крепежных винтов движка ниже рекомендованных, может произойти прогорание прокладки, которое повлечет за собой демонтаж головки с последующей заменой поврежденной детали. Отмечены случаи, когда ремонтники не соблюдают порядок и момент затяжки ГБЦ, поэтому водители со стажем проводят проверку состояния болтов при пробеге 1 тыс. км после ремонта мотора.
Основные рекомендации
Прежде всего следует отметить, что такая процедура может проводиться после ремонта силового агрегата или с целью проверки величины момента затяжки болтов в процессе эксплуатации мотора. Если ГБЦ была демонтирована, следует внимательно осмотреть болты, а также отверстия в блоке цилиндров для их установки. Винты не должны иметь удлинения или деформации резьбовой части. Отверстия в блоке под болты очищают от остатков моторного масла, жидкости, других посторонних частиц. Если этого не сделать, можно повредить цилиндровый блок, при этом ГБЦ затянуть с требуемым усилием не получится.
Работу следует начинать только после ознакомления с рекомендациями изготовителей автомобиля по эксплуатации и ремонту. Там водитель найдет все необходимые сведения для выполнения работы, в том числе усилия и очередность затягивания болтов.
Важно! Для движков с болтами типа TTY существует запрет на повторное использование, так как они могут оборваться.
Еще одной особенностью использования таких болтов является установка их под определенным углом. Для этого потребуется специальный ключ с индикатором, который покажет градус наклона.
Пользователь Игорь Иванов показывает на видео установку и затяжку ГБЦ.
.Какие ошибки могут возникнуть
К сожалению, водители, самостоятельно выполняющие восстановление силового агрегата, допускают досадные ошибки, которые могут нанести вред блоку цилиндров и рабочему инструменту.
К ним можно отнести следующее:
- оставление моторной смазки или других посторонних частиц в местах установки крепежных изделий;
- завышение величины усилия затягивания болтов;
- применение инструмента, не предназначенного для этой операции;
- несоблюдение очерёдности затягивания ГБЦ;
- использование болтов несоответствующей длины.
Если момент подтягивания крепежных винтов моторе определять «на глазок», чаще всего происходит перетяжка, которая приводит к разрыву болтов. Изношенными гранями ключа можно повредить головку крепежного элемента, после чего завернуть или вывернуть его будет невозможно. Самостоятельно изменённый порядок установки болтов приведет к возникновению перенапряжений в корпусе головки, а это чревато появлением трещин. Они могут быть сквозными, что способствует появлению протечек смазки или охлаждающей жидкости. Появится прорыв газов во впускном или выпускном коллекторе. Начнутся перебои в работе мотора, потеряется его мощность.

Трещина ГБЦ
Если через трещины или прогары жидкость для охлаждения мотора попадёт в систему смазки, произойдет разжижение моторного масла. После этого давление смазки уменьшится, и поступление его к местам трения будет недостаточным, а вкладыши коленчатого вала могут провернуться. Многими документами допускается повторное применение крепежных элементов, но лучше использовать новые изделия. Крепиться ГБЦ к блоку цилиндров должна только качественными винтами.
Порядок и контроль затяжки ГБЦ
При выполнении затяжки следует делать это равномерно, без лишних усилий и спешки.
Перед началом работы нужно приготовить следующие инструменты и расходные материалы:
- динамометрический ключ с насадкой, которая будет соответствовать головке болта;
- небольшое количество моторного или любого другого масла;
- ветошь.
Независимо от конструкции силового агрегата, будь то 402, 406 двигатель или даже G4EE, 4B12, затягиваться ГБЦ будет всегда одинаково. Винты крепления будут расположены параллельно относительно камер сгорания. Инструкция по эксплуатации подскажет, с каким усилием затягивать головку блока цилиндров.
Порядок выполнения работы будет примерно таким:
- Крепежные болты смазывают небольшим количеством масла.
- Устанавливают их на своё место и заворачивают рукой, насколько получится.
- Далее понадобиться специальный динамометрический ключ. С его помощью производят затяжку с усилием, равным примерно 1-2 кгс*м, согласно схеме для данного мотора.
- На следующем этапе усилие доводят до 5-8 кгс*м (при этом следуют рекомендациям производителя автомобиля).
Через небольшой промежуток времени операцию повторяют 1-2 раза, поворачивая болты примерно на четверть оборота. После пробега около 500-1000 км проверяют степень затяжки, но не для всех типов силовых агрегатов. Если применяются пружинные болты, такая операция не потребуется.
 Загрузка …
Загрузка … Видео «Как пользоваться динамометрическим ключом»
Пользователь Александр Март показывает видео об использовании динамометрического ключа.
Момент зятяжки болтов ГБЦ
Сегодня рассмотрим очень важную тему – Момент затяжки болтов ГБЦ. Головка блока цилиндров притягивается к самому блоку большим количеством болтов, поэтому очень важно не только затягивать все болты по порядку, но и еще с правильным усилием. В статье «Порядок затяжки болтов», я приводил схему и порядок протяжки болтов. Сегодня будем рассматривать усилие.
Замена прокладки ГБЦ, да и вообще снятие – установка головки, процесс сложный и трудоёмкий. Неверный момент затяжки болтов ГБЦ может привести к неприятным последствиям в виде выхода из строя прокладки, сорванной резьбы или оборванного болта. Чтобы этого не случилось и потом не пришлось исправлять ошибки, нужно подойти к вопросу серьёзно. В интернете можно найти много способов, как определить можно использовать болты повторно или нет, но я рекомендую прибрести новые, так как большинство болтов ГБЦ, как и карданных, рассчитаны только на одноразовое использование.
Рассмотрим основные методы затяжки болтов ГЦБ.
Обычными ключами
В некоторых источниках рекомендуется тянуть болты до начала текучести. Я не сторонник такого метода. Обычными ключами можно легко почувствовать эту самую текучесть болта (Вы не увеличиваете усилие, а головка болта продолжает поворачиваться за счет деформации). Попробую перечислить достоинства и недостатки метода:
+ Доступно. Рожковые, накидные ключи, или набор головок с воротком может найти каждый.
+ Не требуется особых навыков.
— На первых этапах протяжки не обеспечить равномерное усилие болтов.
— Можно оборвать резьбу или болт. Пытаться определить начало текучести материала – сомнительное занятие.
Затяжка динамометрическим ключом
Тут уже появляется хоть какая-то ясность и определенность, усилие затяжки уже можно измерять в цифрах, а не по ощущениям. Стоит отметить, что затягивать динамометрических ключом следует в 3 этапа, об этом я писал в статье «Порядок затяжки болтов» и поворачивать ключ плавно, без остановок и рывков. Не забываем и про погрешность ключа. Самые простые ключи дают погрешность до 10% (стрелочные), трещотки около 5%, электронные самую низкую. В процессе эксплуатации ключа, его погрешность только увеличивается. Отличается ли момент затяжки болтов ГБЦ ВАЗ (бензиновый) от момента затяжки болтов ГБЦ дизеля иномарки при одинаковой резьбе? Вопрос спорный. Сложно найти моменты затяжки болтов для разных двигателей. Кто-то советует ориентироваться на стандартный момент затяжки болтов, кто-то категорически этого не советует. В каких-то мануалах по ремонту они прописаны, а в каких-то нет. Плюсы и минусы метода:
+ Можно контролировать усилие затяжки.
+ Обеспечивается равномерная затяжка болтов на всех этапах.
— Динамометрический ключ есть не у каждого.
— Невозможно определить реальную погрешность б/у ключа.
— На момент затяжки влияет ряд факторов: а) Качество резьбы. Рекомендую использовать новые болты и убедиться, что в резьбовых отверстиях резьба непокрыта коррозией или еще чем-то. б) Трение в резьбе и под головкой болта. Рекомендуется слегка смазать резьбу болта и под головкой. Не в коем случаи не надо пытаться смазать резьбу в отверстии в) и другие факторы.
— Сложно найти требуемый момент затяжки для конкретного двигателя. В конце статьи я приведу несколько примеров, в частности момент затяжки болтов ГБВ ВАЗ 2114 и некоторых других отечественных автомобилей.
Комбинированная затяжка
Исходя из достоинств и недостатков простой затяжки и затяжки с использованием динамометрического ключа, все популярнее становится комбинированная затяжка. Иногда её называют затяжкой с доворотом на угол. Суть этого метода заключается в том, что изначально болт затягивается динамометрическим ключом на какой-то момент, а потом поворачивается обычным ключом на определенный угол. В зависимости от узла и производителя, угол поворота может составлять от 90 до 360 градусов. Производитель иногда указывает низкий момент, при котором еще трение резьбы и головки болта практически не вносят свои коррективы, а затем указывает довернуть болт на большой угол. Некоторый механики берут стандартный момент затяжки болтов и затем докручивают каждый болт на 90 градусов. Лучше опираться на значения, указанные производителями.
+ Максимально точная и равномерная затяжка.
+ Уменьшает влияние погрешности динамометрического ключа.
+ Сложность и доступность такая же, как и при использовании динамометрического ключа, но точность выше.
— Динамометрический ключ необходим.
— Если производителем в руководстве по ремонту указан такой метод затяжки, то болты однозначно надо менять или проверять их годность по длине.
— Опять же не так просто найти момент затяжки.
В заключение привожу таблицу с некоторыми указанными моментами затяжки болтов ГБЦ.

Если для Вашей машины в таблице не указан момент, то советую искать руководство по ремонту или каталог запасных частей (в них тоже иногда указывают моменты затяжки), или же искать на форумах. Иногда такую информацию Вам могут предоставить в крупных магазинах запчастей, так как там работают по каталогам и мануалам по ремонту.
Интересные темы САПР
Момент затяжки болтов и гаек на автомобилях разных марок
Момент затяжки — что же это такое? А это ведь не что, иное как простая физическая величина. Данный показатель в свою очередь характеризуется вращательным действием силы на тело имеющее твердую структуру. Данную величину принято измерять в кгс/см. Измерение данной величины производят при помощи специального инструмента, так называемого динамометрического ключа.
Момент затяжки болтов гбц
Данный показатель имеет прямую зависимость от марки авто, на автомобилях отечественного производства старого образца их всего два, на более современных версиях авто их уже 4. Если вы решили произвести самостоятельную затяжку болтов гбц, то вам потребуется для этого либо теплое удобное помещение, либо хорошая погода не менее 20 градусов тепла.
При производстве ремонтных работ следует произвести тщательную очистку болтов и соединений от излишков масла, грязи, особенно важно это сделать в том случае, если в конструкции протекла прокладка. Дабы избежать деформации и перегрева металлического корпуса, следует после каждой затяжки выжидать не менее 20 минут, для того чтобы металл пришел в изначальную форму. Перед самостоятельной затяжкой болтов гбц, не лишним будет просмотреть момент затяжки на гбц вашего авто в справочнике или же узнать всю информацию у грамотного авто механика.
ВАЖНО: Чтобы не ошибиться нужно обязательно уточнить год выпуска и модель вашего авто.
Чтобы не переделывать работу следует изначально соблюдать правильный порядок затяжки болтов гбц.
Момент затяжки колесных болтов
Чтобы верно установить колеса авто, требуется для начала при помощи динамометрического ключа равномерно ослабить болты на колесах, а также гайки до рекомендованного момента затяжки.
ВНИМАНИЕ: Каждый производитель авто устанавливается свое собственное значение момента затяжки болтов на колесах.
Данное значение измеряется в Ньютон-метрах.
Момент затяжки болтов
Данный показатель вы вполне можете определить самостоятельно не прибегая к услугам специалистов таблице, однако следует учитывать, что для этого необходимо точно знать, какая информация содержится на маркировке, которая расположена на верхней части болта.
Маркировка расположенная на головке болта должна содержать следующую информацию:
Клеймо того завода, который произвел данную продукцию.
Информацию о классе прочности изделия.
Резьба с правой стороны не содержит маркировки, а вот резьба с левой стороны содержит маркировку, которая располагается по часовой стрелке.
Болты из углеродистой стали имеют маркировку с классом прочности, которая обозначается двумя цифрами отделяемыми между собой точкой.
Например:12.8,10.5,8.7
Первая цифра маркировки информирует о 0.01 номинальной величине предела прочности на разрыве. Измеряется данная величина в МПа. В случае, если класс величины 8.7, то первая цифра 8 означает 8*100=800 МПа или 800 Н/мм2 или 80 кгс/мм2
Вторая показатель на маркировке информирует об отношение предела прочности к пределу текучести, данное значение умножается на десять. То есть при маркировке 8.7 получается 8*7*10=560 Н/мм2
ВНИМАНИЕ: Предел текучести имеет в свою очередь достаточно важное практическое значение.
Этот показатель и есть максимально возможная нагрузка используемого болта.
На изделия из нержавейки наноситься соответствующая маркировка стали, то есть А2 или же А4 и соответствующий предел прочности равный 50, 60 и т.д.
К примеру: А2-60 или А4-70.
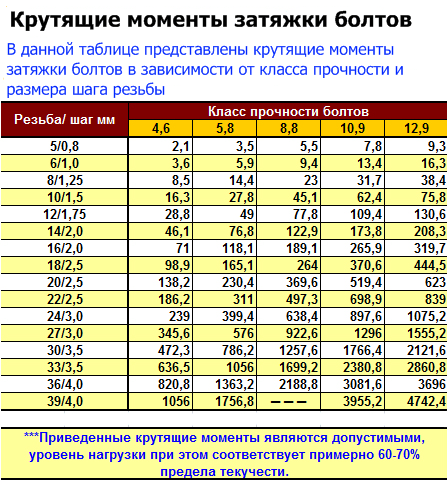
В специальной таблице можно узнать практические моменты затяжки соответствующих болтов произведенных из углеродистой стали Н/м. При этом следует учитывать, что у болта остается еще запас прочности, для того чтобы как говориться он не «потек». Однако это не значит, что все соединения следует затягивать по максимуму. Чаще всего такое усилие приводит к тому, что соединение приходит в негодность, то есть высока вероятность продавливания, порчи эластичной прокладки и т.д. Получается, что приведенные в таблицах значения являются допустимыми, однако уровень нагрузки в данном случае равен примерно 60-70% предела текучести.
Моменты затяжки резьбовых соединений
Из таблицы вы можете узнать какие закручивающие моменты положены для затяжки как болтов так и гаек.
ВАЖНО: Ни в коем случае не превышайте данные значения.
| Резьба (М) | Прочность болта Нм |
|---|---|
| 6 | 10 |
| 8 | 25 |
| 10 | 50 |
| 12 | 85 |
| 14 | 130 |
| 16 | 200 |
| 18 | 280 |
| 20 | 400 |
| 22 | 530 |
| 24 | 670 |
| 27 | 1000 |
| 30 | 1330 |
| 33 | 1780 |
| 32 | 2000 |
| 36 | 2300 |
| 39 | 3000 |
| 42 | 3700 |
Перечисленные в таблице величины соответствуют стандартным гайкам и болтам, которые имеют метрическую резьбу. В том случае, если используются нестандартные или же специальные крепежи, то следует ориентироваться на руководства по ремонту данной техники.
Момент затяжки коренных и шатунных вкладышей
Перед тем, как устанавливать вкладыши необходимо в первую очередь произвести удаление с них смазки консерванта и нанести на них небольшой слой масла. После этого устанавливаются коренные подшипники. Они устанавливаются в постели кореных шеек, не забудьте при этом, что средний вкладыш имеет отличие от других.
Далее следует постановка и затягивание крышек постелей. При этом момент затяжки должен быть применен согласно нормам. Нормы чаще всего указываются в правилах по эксплуатации ТС. Однако бывает, что в эксплуатации об этих нормах нет ни слова, в таком случае следует поискать соответствующую информацию по ремонтным работам с конкретным двигателем. К примеру, для машин марки «Лада Приора» момент затяжки составит от 64 до 81 Н/м.
После следует приступить к установке так называемых шатунных вкладышей. Не забудьте при этом обратить свое внимание на правильность установки крышек. Каждая крышка имеет маркировку, поэтому обращайте на это внимание и не путайте крышки местами.
ВАЖНО: Момент затяжки у данных крышек гораздо меньше нежели у коренных.
Например: Если мы возьмем ту же модель «Лада Приора», то значение момента затяжки вкладышей шатунов в данном случае будет начинаться с 43 до 53 Н/м.
Обратите внимание, что данные, которые мы указали для примера верны лишь в случае, если для ремонта применяются новые вкладыши, для б/у деталей данные показатели будут другими. Если используются уже бывшие в употреблении вкладыши, то следует отталкиваться от максимального значения указанного в документации. Это делается потому, что на деталях в данном случае может иметься выработка. Игнорирование данного факта может привести к значительным отклонениям от нормы.
После затяжки всех болтов желательно будет произвести прокрутку вала. На коленвале есть с боку специальное место под ключ для закручивания гаек, следует спокойно прокрутить его по часовой стрелке. В том случае, если имеется некая неисправность или к примеру, лопнуло кольцо, то вы это увидите. После того, как вы проверите все и убедитесь, что проблем нет следует еще раз проверить все болты при помощи специального ключа на момент затяжки. Не забывайте, что от того на сколько правильно будет произведен весь данный процесс напрямую зависит плотность с которой будут прилегать подшипники скольжения непосредственно к коленчатому валу, а это напрямую влияет на работу двигателя авто. В том случае, если болты будут затянуты не до конца, то может нарушиться весь цикл смазки, что в свою очередь может привести к разбиванию вкладыша. В том случае, если болты будут перетянуты, то смазки может не хватить из-за перегрева вкладыша.
ВАЖНО: При неправильной закрутке болта вкладыш может и вовсе провернуть или расплавиться, а это уже может привести к тому, что двигатель нужно будет ремонтировать полностью.
Момент затяжки свечей зажигания
Для ремонта и монтажа свечей применяется специальный инструмент, который называется динамометрический ключ и об этом не следует забывать. Нужно также понимать, что разнятся не только диаметры резьб в самом корпусе двигателя, но и момент затяжки у каждого производителя авто свой. Поэтому специалисты говорят о важности понимания «крутящегося момента» устанавливаемой свечи. Все зависит не только от самой структуры резьбы, но и от силы с которой производиться монтаж. В том случае, если требуется монтировать свечу, а специализированного инструмента под рукой нет, то допускается монтаж с использованием подручного инструмента. Для того, чтобы понять с какой силой следует затягивать свечу, требуется для начала с нею ознакомиться. Чаще всего производители оставляют информацию такого характера на упаковке или же в руководстве к изделию. Помимо детальной схемы, а также правильной последовательности установки в таких инструкциях чаще всего прописывают информацию и о резьбе данной свечи.
Перед тем как приступить к монтажу свечей следует соблюсти ряд необходимых условий. Первое правило, которое необходимо соблюсти — это производить монтаж только при холодном двигателе. Также следует произвести тщательную зачистку резьбы от продуктов нагара.
ВАЖНО: Существует мнение, что резьбу новой свечи следует предварительно смазать. Однако это не верно, и такие действия могут привести к негерметичному затягиванию.
Изначально свечу следует вкрутить руками, однако не стоит проявлять излишний фанатизм в этом деле и вкручивать до упора. После того как вы произвели фиксацию свечи, следует подкрутить ее при помощи свечного ключа на несколько оборотов. Количество оборотов в данном случае зависит от типа используемой прокладки, а также от размера резьбы. Например, для стандартного вида свечи с резьбой М14 достаточно будет 180 градусов, то есть 20 Нм. Информацию о размере резьбы можно найти на упаковке либо же на самом корпусе свечи (иногда гравировку делают на изоляторе).
ВАЖНО: Правильность монтажа свечи важна, так как от этого зависит долговечность мотора авто.
Не следует вкручивать деталь до упора, так как в этом случае вы можете повредить и без того хрупкую резьбу не только на самой свече, но также высока вероятность повреждения паза в двигателе, что чревато более серьезными последствиями. Для того чтобы произвести монтаж свечи не надо много опыта или знания технической литературы. Самое главное в этом деле это соблюдать осторожность, а также не лишним будет ознакомиться с информацией, которую предоставляют производители.
Моменты затяжек болтов на двигателе
Затяжка болтов на двигателе производиться при помощи специального инструмента. Все параметры о моменте затяжки можно узнать либо из инструкции от производителя, либо у хорошего автомеханика. Момент затяжки болтов зависит от типа установленного двигателя и от производителя.
Моменты затяжки резьбовых соединений двигателя
У таких резьбовых соединений как болты на коренных подшипниках, шатуны, маховики и т.д. есть предписание относительно момента затяжки. Указанные в специальных таблицах значения подходят исключительно для смазанной резьбы и соответственно для поверхностей прилегания, которые предварительно прошли необходимую смазку.
Момент затяжки головки блока цилиндров
Данный параметр всегда стандартен и не зависит от типа двигателя. Затягивание любой головки происходит с помощью двух рядов винтов. Винты расположены параллельно камерам сгорания. Порядок отверстий в данном случае от первого к последнему цилиндру.
Верный порядок закручивания винтов следующий:
- Два болтовых соединения расположенных по центру правого, а также левого ряда. Например, в четырехцилиндровых моторах они располагаются между вторым и третьим цилиндрами
- Далее два винтовых соединения, которые находятся слева от центральных (в каждом из рядов по одному)
- Два расположенных по правой стороне от центральных (аналогично по одному в каждом ряду)
- Два болтовых соединения, которые располагаются по левой стороне в обоих рядах
- Два болтовых соединения в каждом из двух рядов, но находящиеся справа
Момент затяжки не более 1 кгс.м.
Таблица моментов затяжки резьбовых соединений
| Болт/Гайка | Резьба (М) | Класс прочности (Нм) 8.8 | Класс прочности (Нм) 10.9 | Класс прочности (Нм) 12.9 |
|---|---|---|---|---|
| 22 | 14 | 138 | 194 | 235 |
| 24 | 16 | 211 | 299 | 358 |
| 27 | 18 | 289 | 412 | 490 |
| 30 | 20 | 412 | 579 | 696 |
| 32 | 22 | 559 | 785 | 941 |
| 36 | 24 | 711 | 1000 | 1196 |
| 41 | 27 | 1049 | 1481 | 1775 |
| 46 | 30 | 1422 | 2010 | 2403 |
| 50 | 33 | 1932 | 2716 | 3266 |
| 55 | 36 | 2481 | 3491 | 4197 |
| 60 | 39 | 3226 | 4531 | 5443 |
| 65 | 42 | 3991 | 5609 | 6727 |
| 70 | 45 | 4992 | 7012 | 8414 |
| 75 | 48 | 6021 | 8473 | 10150 |
| 80 | 52 | 7047 | 10885 | 13092 |
| 85 | 56 | 9650 | 13582 | 16279 |
| 90 | 60 | 11964 | 16867 | 20202 |
| 95 | 64 | 14416 | 20300 | 24320 |
| 100 | 68 | 17615 | 24771 | 29725 |
| 105 | 72 | 21081 | 29645 | 35575 |
| 110 | 76 | 24973 | 35118 | 42141 |
| 115 | 80 | 29314 | 41222 | 49467 |
Момент затяжки шатунных болтов
Абсолютно нет разницы какой метод затяжки был вами выбран, а также какой будет использоваться болт старый или же новый, первое что необходимо будет вам сделать это зафиксировать свободную длину для каждого из применяемых болтов.
Обязательно произведите запись где был установлен каждый из болтов (то есть в 1, 2 и т.д. цилиндре). После произведенных замеров следует произвести сравнение с длинной новых болтов. В том случае, если болт имеет растяжение больше чем на 0.012 мм, следует его заменить, так как в данном случае он уже потерял свои свойства упругости. Измерение болтов следует производить при помощи точного измерительного прибора. При сборке шатуна головка болта и основание резьбы необходимо будет смазывать машинным маслом или же той смазкой, которую указывает в инструкции производитель (рекомендуемый момент затяжки в разных моделях может быть различным).
Пневмогайковерт с регулировкой момента затяжки
Прежде чем начать разбор основных конструктивных особенностей пневматического гайковерта, необходимо отметить, что данное оборудование делится на два типа:
- Безударный
- Ударный
На сегодняшний день в силу технических модификаций принято разделять данное оборудование на множество моделей. Однако при всем этом устройство данного инструмента достаточно простое и почти ни чем не отличается в независимости от модели.
Главными составляющими являются:
- Ударная система, она может содержать кулачковую муфту, кулачок, толкатель, пружинные и роликовые механизмы, маховик с валиком и штифты
- Пневматического типа двигатель, он чаще всего бывает ротационным шестилопаточным и устанавливается в корпус
- Узел реверса, располагается вместе с пусковым механизмом в рукоятке инструмента
- Пусковая часть, которая также находиться в рукоятке
Многие современные модели также дополнительно оснащены ручкой, которая размещается в двух и более различных положениях соотносительно корпусной части. Данное дополнение позволяет обеспечить комфорт при эксплуатации инструмента.
болтов головки блока цилиндров, клапанной крышки, форсунок и т.д.
Головка блока цилиндров (ГБЦ) в двигателе играет чрезвычайно важную роль. В ней размещён газораспределительный механизм, который отвечает за порядок впрыска топлива и отвода отработанных газов. ГБЦ находится под постоянным воздействием большого давления газов и высокой температуры. Крепится ГБЦ при помощи болтов, шпилек и гаек, к правильной затяжке которых предъявляются повышенные требования.
Важность правильной затяжки болтов или гаек ГБЦ
Головка блока цилиндров (ГБЦ) — один из важнейших узлов автомобиля. Она закрывает блок цилиндров. В ней расположены распределительные валы, клапанные крышки и другие детали газораспределительного механизма. На ГБЦ постоянно воздействуют огромные переменные силы давления и температуры. Поэтому к её резьбовому креплению предъявляются особые требования.
Головка блока постоянно должна испытывать силу сжатия, которая задаётся определённым моментом затяжки резьбового крепления. Для того чтобы сила сжатия была равномерно распределена по поверхностям стыка головки с блоком цилиндров предусмотрено большое количество стяжных болтов или шпилек с гайками. Равномерность прижатия ГБЦ к блоку цилиндров обеспечивается определённой схемой порядка затяжки резьбовых соединений. Для уплотнения стыка используется прокладка головки блока, сделанная из особого материала, устойчивого к высокой температуре. При затяжке крепления головки она даёт усадку в тысячные доли миллиметра, что обеспечивает надёжную герметизацию стыка.
 Соблюдения правильного порядка затяжки болтов ГБК гарантирует правильность её прижатия к блоку цилиндров
Соблюдения правильного порядка затяжки болтов ГБК гарантирует правильность её прижатия к блоку цилиндровПоследствия от перетяжки болтов крепления ГБЦ
Если затяжка резьбовых соединений головки блока ведётся с превышением усилия от номинального, то сила растяжения, которая воздействует на болт или шпильку, начнёт разрушать резьбу в блоке или вытягивать тело крепёжного элемента. Наступает так называемый момент текучести, когда при дальнейшем увеличении силы затяжки сила прижатия начнёт уменьшаться. Итог: быстрое прогорание прокладки в месте наихудшего сжатия.
Если же резьба в отверстиях блока будет сильно повреждена, то она уже не сможет обеспечить необходимое прижатие головки при правильном моменте затяжки. Её потребуется восстанавливать, а это дополнительные затраты. Опытные ремонтники мотористы на практике чувствуют предельную силу затяжки, которую может выдержать резьбовое соединение. Они никогда не допустят дефектов от перетяжки болтов или гаек.
 Работа динамометрическим ключом
Работа динамометрическим ключомЧто будет, если недостаточно затягивать болты крепления ГБЦ
Если крепление головки выполняется с минимальным усилием, то это приведёт к слабому прижатию её к поверхности блока цилиндров. Между прокладкой и прилегающими к ней плоскостями блока и головки образуются микроскопические зазоры, которые обязательно приведут к прогоранию уплотняющего материала.
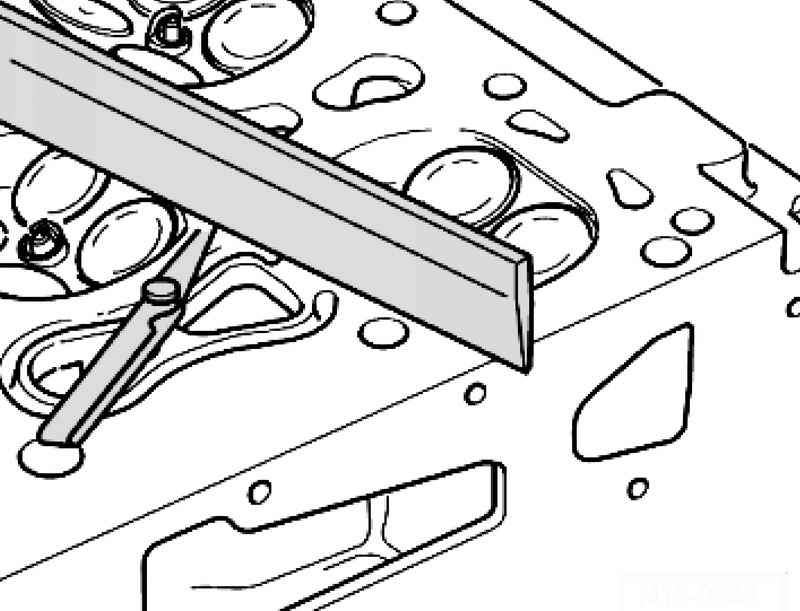 Проверка плосткости головки блока специальной линейкой
Проверка плосткости головки блока специальной линейкойНедостаточная затяжка болтов крепления не обеспечивает нормального прилегания головки, что может вызвать коробление её стыковой поверхности.
Виды ключей для правильной затяжки резьбовых соединений
Затяжка резьбового соединения должна делаться с таким усилием, чтобы исключить:
- неплотное прилегание сопрягаемых поверхностей скрепляющихся деталей;
- срыв ниток резьбы;
- механическое разрушение тела болта;
- проворачивание граней у гайки или головки болта;
- разрушение гравёрных шайб.
Любой материал, из которого сделан блок (головка цилиндров, крепёжные болты), имеет свой предел прочности. Именно наименьший предел прочности самого слабого звена в узле крепления определяет наибольшее усилие затяжки. Самое слабое звено в креплении головки блока цилиндров — болты (шпильки) и резьба в отверстиях блока. Их слабость определяется не столько прочностью материала их изготовления, сколько несопоставимыми размерами (диаметром) с габаритами, массой блока и головки цилиндров. Понятно, что для разрушения солидного чугунного блока или массивной дюралевой головки нужно приложить гораздо больше усилий, чем для разрыва тонкого болта, сделанного из высокопрочной легированной стали.
Какое усилие нужно прикладывать
Пороговое или предельное значение прочности ответственных деталей обычно даётся в паспортных данных двигателя. Там же приводятся значения максимальных усилий затяжки болтов крепления ГБЦ. Для выполнения затяжки с требуемым усилием служат специальные динамометрические ключи.
По способу регулирования и индикации динамометрические ключи делятся на следующие категории:
- Нерегулируемые с постоянным моментом затяжки. Они применяются для затяжки ГБЦ на конвейерах при сборке двигателей. Их достоинства — высокая надёжность.
- Регулируемые на предельный момент затяжки. Это так называемые трещотки с возможностью установки определённого момента затяжки. При достижении этого усилия трещотка срабатывает, и дальнейшее закручивание становится невозможным. Трещоточная насадка часто оснащается реверсом. В этом случае ей можно не только закручивать болты и гайки, но и откручивать их. Трещоткой комплектуются многие наборы головок.
- Со шкалой и стрелкой. Таким ключом можно вести затяжку резьбовых соединений с разными усилиями. Главные условия: нужно много свободного места и возможность удобного наблюдения за шкалой. Входит в набор инструментов слесарей-мотористов.
- Цифровая индикация в компактном приборе, измеряющем приложенное усилие. Очень точный, надёжный, удобный в работе инструмент. С его помощью можно затягивать болты крепления головки блока с точностью до сотых долей Нм непосредственно на двигателе автомобиля.
- Комбинация выставляемого усилия затяжки с контролем по цифровой или стрелочной индикации. Такие ключи защищают резьбу от прикладывания чрезмерного усилия затяжки, одновременно позволяя контролировать величину момента с помощью прибора индикации.
Фотогалерея: виды динамометрических ключей
Общие правила затяжки креплений головки блока
У головок разных моделей двигателей параметры порядка и момента затяжки ГБЦ сильно отличаются друг от друга. Но есть общий набор универсальных правил, которые подойдут ко всем типам моторов:
- Затяжка головки блока ведётся согласно схеме, разработанной производителем двигателя.
- Момент затяжки болтов крепления или гаек также определён производителем и отражён в инструкции по эксплуатации этого легкового автомобиля.
- Затяжка ведётся исправным и калиброванным динамометрическим ключом.
- Болты крепления или шпильки с гайками используются в идеальном состоянии без повреждения резьбы и тела болта или шпильки. Резьба должна быть чистой, без зазубрин и заусенцев.
- Свою специфику имеют болты для затяжки головки блока типа TTY. У них указывается не момент силы, а установочный градус. Нужные сведения содержатся в инструкции по эксплуатации силового агрегата.
- В глухих отверстиях в блоке под болты ничего не должно находиться. Маслом следует поливать резьбу болта, а заливать смазку в «слепое» гнездо не рекомендуется.
- Перед использованием болтов следует произвести контрольную проверку их состояния. Если при воздействии на болт моментом в 20 кГм момент текучести не достигается — его нужно менять. Причина — повышенная прочность. Если наблюдается, что момент затяжки начал уменьшаться при нагрузке — это сигнал о начале разрушения болта. Его обязательно нужно менять.
- Прокладку головки блока для замены нужно покупать только оригинальную, потому что она не даёт усадки.
Как сделать динамометрический ключ своими руками
Чтобы самостоятельно смастерить необходимый всем механикам инструмент, нужно знать его устройство. В принципе, конструкция динамометрического ключа проста. Это накидной ключ или четырёхгранник под головку с воротком, в который встроен динамометр.
 Динамометрический ключ несложно сделать своими руками
Динамометрический ключ несложно сделать своими рукамиДля работы вам понадобятся:
- вороток;
- ручной динамометр с пределом взвешивания 35–40 кг;
- удлинитель;
- таблица предельных усилий для затяжки крепления ГБЦ.
Усилие затяжки в таблице приводится в Нм (Ньютон-метрах), а динамометр измеряет вес в кг. Поэтому сначала нужно разобраться с числами.
Длина воротка постоянна. Её легко измерить. Если в таблице предельное усилие равно 30 Нм, а длина воротка равна 0,3 м, то усилие, показываемое динамометром, должно равняться 30 : 0,3 = 100 Н.
Один кг равняется 10 ньютон. Следовательно, прибор должен фиксировать усилие, равное 10 кг.
Чтобы сделать усилие меньше, нужно длину воротка увеличить. Для этого воспользоваться удлинителем. А дальше всё просто. На конце удлинителя сверлим дырку для верхнего крючка безмена. За нижний конец весов тянем до достижения нужного усилия.
Момент затяжки и порядок затяжки болтов ГБЦ
Разным моделям двигателей требуются различные усилия для затяжки головки блока. Имеются различия и в порядке затягивания болтов крепления. Все эти сведения указаны в паспорте двигателя. Ещё раз подчеркнём важность правильного выполнения затяжки и соблюдения величины её момента.
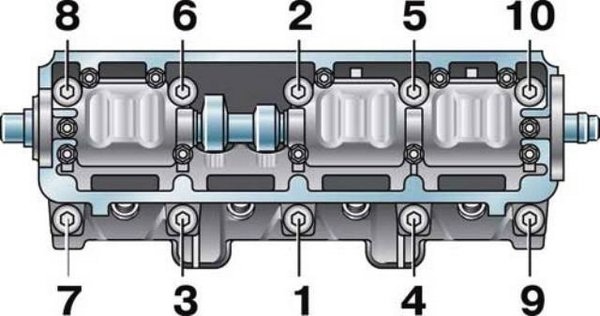
 Порядок затяжки болтов крепления ГБЦ
Порядок затяжки болтов крепления ГБЦНачинается затяжка крепления ГБЦ всегда со средних болтов. Это правило нужно соблюдать потому, что необходимо обеспечить наиболее плотное прилегание сопрягающих поверхностей. Каждая ГБЦ клапанного двигателя должна быть установлена без перекосов и ненужного напряжения металла. Затяжка резьбовых соединений обязательно делается в несколько заходов. Важно соблюдать постоянство усилия для каждого болта в каждом заходе.
 Предельные крутящие моменты для болтов
Предельные крутящие моменты для болтовМожно ли правильно затянуть резьбовые соединения ГБЦ без динамометрического ключа
Затягивать резьбовые соединения при отсутствии соответствующего оборудования категорически не стоит автолюбителям, которые решили самостоятельно поменять прокладку головки блока или притереть клапаны.
Динамометрическим ключом не всегда пользуются при затяжке опытные слесаря-ремонтники, которые способны почувствовать на практике предел прочности любого болта. Но такая способность приходит не сразу. Для этого нужно поработать динамометрическими ключами несколько лет.
Но даже специалисты с большим стажем болты крепления головки блока цилиндров на дорогих марках легковых автомобилей затягивают динамометрическим ключом, потому что эта операция напрямую влияет на долговечность работы силового агрегата. В экстренной ситуации, когда нет возможности воспользоваться динамометрическим ключом, можно применить вариант с механическим или электронным кантором. В приведённом ниже видео опытный слесарь объясняет зрителям, как можно правильно затянуть головку блока цилиндров без ключа. При этом стоит иметь в виду, что правильность выполнения работ стоит проверить с помощью угломера.
Видео: как проверить затяжку головки блока цилиндров
Затяжка болтов крепления ГБЦ на автомобилях с пробегом — дело ответственное, трудное, специфическое. Ответственное, потому что от правильной затяжки зависит нормальная и долговечная работа двигателя. Трудное, поскольку эту работу выполнять не совсем удобно из-за тесноты и недостаточной обзорности. Специфическое — потому что нужно болты подтягивать в несколько заходов, по определённой схеме, с помощью специального динамометрического инструмента.
Момент затяжки болтов ГБЦ – основные проблемы и советы по их устранению
Головкой блока цилиндров (или сокращенно ГБЦ) называется одна из самых важных комплектующих всей системы двигателя вашего автомобиля. Сам по себе процесс ее затяжки довольно прост, так же как и промывка системы охлаждения двигателя. Для качественного выполнения работы потребуется только специальный набор инструментов и сами болты ГБЦ.
Оглавление:
1 В каких случаях необходима затяжка головки цилиндров?
2 От чего зависит момент затяжки болтов?
3 Основные рекомендации при затяжке болтов ГБЦ
4 Для чего применяется протяжка болтов ГБЦ?
5 Видео: затяжка головки блока цилиндров
В каких случаях необходима затяжка головки цилиндров?
Необходимость периодически проводить затяжку ГБЦ свойственна только маркам машин, которые производились до 2010 года включительно. Все остальные модели современных авто имеют совершенно другую структуру двигателя, в результате чего этот этап работ не проводится. Однако тем, кто является владельцем того же ВАЗ-2106 или 2107, данная проблема в первую очередь актуальна во время прохождения ежегодного ТО автомобиля.
Совет: ремонтируя замок зажигания на ВАЗ-2107, обязательно проверьте дальнейшую работу двигателя. Замена любого элемента, связанного с работой движка, сильно влияет на состояние и эксплуатацию головок цилиндров.
Необходимость в затяжке блока цилиндров появляется в результате постепенного скопления воды в том месте, где болты соприкасаются в блоке с цилиндрами. При этом главная причина кроется в исправлении неполадок по протечке смазки. Ведь если из корпуса двигателя масло начнет понемногу протекать, то уже через пару месяцев вы столкнетесь с проблемой работы цилиндров двигателя.
Протечка смазки происходит по разным причинам. Выделим основные из них:
- Разрушение структуры самой конструкции головки у блоков. Данная проблема чаще всего связана с периодическим перегревом двигателя или замыканием проводки.
- Появление нарушений в герметичности прокладок в блоке ГБЦ. Во время эксплуатации прокладки стираются и появляется необходимость периодически подтягивать болты. Момент самой затяжки в автосервисе или своими руками регулируют после прохождения автомобилем 100 тысяч км. Также отрегулировать усилие в обязательном порядке необходимо после замены ГБЦ.
Совет: не пытайтесь просто поменять прокладки в блоке цилиндров. При неправильно выставленном усилении они все равно будут стираться с той же скоростью, что и ранее использованные образцы.
От чего зависит момент затяжки болтов?
При оказании определенного усилия при затягивании ГБЦ нужно учитывать следующие факторы:
- Наличие смазки между резьбой в отверстиях и самими болтами. Чаще всего используется смазка, состоящая из невязких типов моторных масел.
- Текущее состояние отверстий в блоке цилиндров, резьбы и самих болтов. Если вы заметили, что один из болтов деформирован или резьба засорена, то сразу же прекратите затяжку, замените болт и очистите отверстие в блоке цилиндров. В противном случае будет недостаточно сильно закреплять прокладку, и смазка продолжит течь из двигателя.
- Используются при затяжке новые болты или они уже использовались. Новые болты имеют более высокое сопротивление, в результате значение момента затяжки сильно искажается. Если вы самостоятельно выставляете усилие, то обязательно проведите 2-3 цикла затяжки и раскручивания болта до упора. Затем выставите момент и затяните болт только на 50% от возможного максимального значения момента затяжки.

Схема затяжки болтов головки блока
- Особое внимание уделите выбору правильно инструмента, в частности, динамометрического ключа. Чем точнее вы его подберете по размеру головки, тем меньше вероятность сбить резьбу. Самые точные значения момента затяжки получаются при использовании ключей, оснащенных циферблатным индикатором усилия.
Основные рекомендации при затяжке болтов ГБЦ
Для успешной затяжки ГБЦ своими руками придерживайтесь следующих рекомендаций:
- Используйте инструкцию производителя автомобиля. В ней указываются точные значения усилия и момента, а также задается конкретный порядок установки ГБЦ при ремонте двигателя.
- Проверяйте исходное состояние болтов. Если вы заметили срыв или искажение резьбы, то купите новые образцы.
- Поверхность отверстия и резьбы болта должны быть абсолютно чистыми. Быстро почистить цилиндры можно с помощью проволочной щетки, которая используется, когда проводится покраска штампованных дисков.
- При обнаружении «слепых» отверстий под болты ГБЦ, аккуратно используйте масло для смазки. В случае, если смазки будет больше, чем необходимо, вы не сможете установить болт до конца.
Совет: после затяжки обязательно смажьте резьбу при помощи пластичного герметика.
- Если в блоке ГБЦ применены болты с типом TTY, то категорически запрещено повторно их затягивать. При максимальном усилии они могут просто разорваться и привести к разрушению прокладки.
- При установке новой прокладки под болт обязательно нужно уточнить информацию по величине усилия и момента при затяжке.
- Используя при затяжке болты специального типа TTY, необходимо будет выставить и затягивать их под четким градусом. Для этого вам понадобится соответствующий инструмент, имеющий в корпусе индикатор угла.

Инструмент, имеющий в корпусе индикатор угла
Для чего применяется протяжка болтов ГБЦ?
Если все болты блока цилиндров в порядке и не требуют замены, но момент намного ниже установленных производителем значений, необходимо провести протяжку болтов. Для этого вам понадобится следующий инструмент:
- Специальный динамометрический ключ с индикатором момента;
- Штангельциркуль или любая небольшая линейка.
Протяжка болтов блока цилиндров проходит в 4 основных этапа:
- Для начала, используя динамометрический ключ, нужно затянуть болты в указанном по рисунку, расположенном ниже, порядке до значения усилия 2,0 кг/см.
- Далее в том же порядке нужно пройти по второму кругу и дотянуть значение момент до показателя 8 кгс/м.
- По окончании работ нужно будет по 3-ему кругу довернуть болты до 90 градусов.
Важно: если у вас в машине установлен 16-ти клапанный силовой агрегат, то любые типы болтов на нем можно использовать повторно. Единственным ограничением являются болты, длина которых не доходит установленного нормой размера 95 мм.
Замена болтов ГБЦ и их затяжка – несложный процесс, который требует только использования специального инструмента и сноровки. Если вы выполняете данный тип работ первый раз, то обязательно следите за точностью момента и выставлением правильно угла затяжки.
Видео: затяжка головки блока цилиндров
Honda Civic Моменты затяжки при ремонте двигателя
 Случайная статья узнай что то новое
Случайная статья узнай что то новое
Моменты затяжки резьбовых соединений
Без динамометрического ключа в ремонте двигателя делать нечего! Моменты затяжки при ремонте Honda Civic, очень важны. Инженеры Honda вычислили для каждого болта и гайки в автомобиле свой момент. Затягивать от руки до характерного хруста не нужно. Во первых вы можете сломать какой нибудь болт, и доставать его будет крайне сложно. Во вторых перекошенная ГБЦ явно будет пропускать масло и охлаждающую жидкость. В Honda Civic, как и любой другой машине, используются разные моменты затяжки, от 10 Нм до 182нм и даже больше, болт шкива коленвала. Советую приобрести мощный динамометрический ключ, мощный и хороший, с щелчком по достижению момента, не берите стрелочный. И последние, все соединения которые находятся в составе одного элемента (диск, ГБЦ, крышки) затягиваются в несколько этапов от центра наружу и зигзагом. Итак по порядку, все описываю в Нм (Nm). Не забудьте немного смазать резьбу маслом или медной смазкой.
Пример динамометрического ключа, цена 50-100$
Данные моменты подходят для всей D Серии D14,D15,D16. Не проверял D17 и D15 7 поколения.
| Болты крепления крышки ГБЦ | 10 Нм |
| Болты постели ГБЦ 8мм | 20 Нм |
| Болты постели ГБЦ 6мм | 12 Нм |
| Гайки крышки шатуна | 32 Нм |
| Болт шкива распредвала | 37 Нм |
| Болт шкива коленвала | 182 Нм |
| Болты крышки постели коленвала D16 | 51 Нм |
| Болты крышки постели коленвала D14, D15 | 44 Нм |
| Болты и гайки крепления масляного заборника | 11 Нм |
| Болты крепления масляного насоса | 11 Нм |
| Болта крепления платы привода (AT) | 74 Нм |
| Болта крепления маховика (MT) | 118 Нм |
| Болты крепления масляного поддона | 12 Нм |
| Болты крышки заднего сальника коленвала | 11 Нм |
| Датчик крепления помпы ОЖ | 12 Нм |
| Болт крепления скобы генератора (от помпы к ген) | 44 Нм |
| болт ролика натяжителя ГРМ | 44 Нм |
| Болт датчика CKF | 12 Нм |
| Болты крепления пластиковых кожухов ГРМ | 10 Нм |
| Крепление датчика VTEC к ГБЦ | 12 Нм |
| Болт масляного поддона (широкая прокладка), пробка | 44 Нм |
Моменты затяжки болтов ГБЦ
На более ранних версиях, было всего два этапа, позже уже 4. Важно Желательно, протягивать болты да и вообще работать с резьбовыми соединениями при температуре не ниже 20 градусов тепла. Не забывайте что нужно вычищать от любой жидкости и грязи резьбовые соединения.Так-же, желательно после каждого этапа подождать 20 минут для снятия «напряжения» металла.
P.S. В разных источниках даются разные цифры, например 64, 65, 66 НМ. Даже в оригинальном справочники для разных регионов, пишу сюда средние или максимально знакомые.
Порядок затяжки болтов ГБЦ, постели коленвала, постели распредвала
- D14A3, D14A4, D14Z1, D14Z2, D14A7 — 20 Нм, 49 Нм, 67 Нм. Контрольный 67
- D15Z1 — 30 Нм, 76 Нм Контрольный 76
- D15Z4, D15Z5, D15Z6, D15Z7, D15B (3Stage) — 20 Нм, 49 Нм, 67 Нм. Контрольный 67
- D16Y7, D16y5, D16Y8, D16B6 — 20 Нм, 49 Нм, 67 Нм. Контрольный 67
- D16Z6 — 30 Нм, 76 Нм Контрольный 76
- Контргайка настройки зазоров клапанов d16y5, d16y8 — 20
- Контргайка настройки зазоров клапанов D16y7 — 18
- Банджо болт топливного шланга d16y5, d16y8 — 33
- Банджо болт топливного шланга D16y7 — 37
Другие моменты затяжки
- Гайки на дисках 4х100 — 104 Нм
- Свечи зажигания 25
- Ступичная гайка — 181 Нм
Случайная статья узнай что то новое
Данная статья актуальна для автомобилей Honda выпуска 1992-2000 годов, таких как Civic EJ9, Civic EK3, CIVIC EK2, CIVIC EK4 и CIVIC FERIO (частично). Информация будет актуальна для владельцев Honda Integra в кузовах DB6, DC1, с моторами ZC, D15B, D16A.
Момент-предел текучести (TTY) Советы по установке и снятию болтов головки цилиндров
Болты головки блока цилиндров (TTY) используются на многих последних моделях двигателей для закрепления головки блока цилиндров на блоке. Они отличаются от обычных болтов с головкой тем, что болты TTY предназначены для небольшого растяжения при затягивании. Болты с головкой TTY часто используются с многослойными стальными прокладками головки, поэтому растяжение болта помогает выравнивать усилия зажима на прокладке головки, чтобы обеспечить лучшее уплотнение.
Болтыс головкой TTY также требуют меньшего крутящего момента при затяжке, чем обычные болты с головкой.Это помогает уменьшить деформацию отверстий цилиндров. Более круглые отверстия цилиндров означают меньший прорыв поршневых колец, меньшие выбросы и лучшую компрессию.
Металлургия и термообработка болтов с головкой TTY и обычных болтов с головкой различаются, и иногда вы можете отличить один от другого по внешнему виду. Болт TTY может иметь более узкий стержень (поэтому его легче растягивать) и часто длиннее, чем у обычного болта с головкой. Чтобы быть уверенным, обратитесь к сервисной литературе производителя транспортного средства.Многие магазины запчастей также могут найти ваш автомобиль и сказать, использует ли он болты с головкой TTY или нет.
БолтыTTY также можно использовать на шатунах двигателя и крышках коренных подшипников коленчатого вала.
РЕКОМЕНДАЦИИ ПО УСТАНОВКЕ БОЛТА ОТ МОМЕНТА ДО ОТХОДА
* Ни в коем случае не используйте повторно болт, работающий от момента затяжки. Поскольку болты предназначены для однократного растяжения, повторное растягивание может растянуть их за пределы предела текучести, что приведет к поломке болта. Это одноразовые болты, поэтому выбросьте старые болты и купите новые.
* Болты TTY обычно устанавливаются всухую. Не наносите масло, консистентную смазку, монтажную смазку или герметик на резьбу болтов. Причина в том, что смазочные материалы уменьшают трение при затяжке болта. Это фактически увеличивает крутящую нагрузку на болт, что может привести к перегрузке и растяжению болта TTY слишком далеко, что приведет к его поломке.
* Всегда очищайте резьбу отверстий под болты в блоке цилиндров перед установкой болтов с крутящим моментом до предела текучести. Если в отверстии есть ржавчина, коррозия или повреждение резьбы, это может увеличить трение и привести к неточным показаниям крутящего момента при затяжке болта.Это может привести к ослаблению болтов, которые могут не герметизировать прокладку головки.
* На многих алюминиевых головках блока цилиндров под болты головки требуются шайбы из закаленной стали. Шайбы помогают распределить зажимную нагрузку и предотвращают истирание при затяжке болта.
* Если поверхность головки блока цилиндров была обновлена для восстановления плоскостности, убедитесь, что болты головки не выходят за нижнюю границу до их полной затяжки. Возможно, вам придется использовать медную или стальную прокладку под прокладкой головки, чтобы восстановить надлежащую высоту головки, чтобы болты затягивались должным образом.Прокладка прокладки также восстановит правильную синхронизацию верхнего кулачка, на что может повлиять фрезерование головки блока цилиндров.
* Используйте процедуру, рекомендованную производителем транспортного средства, для затяжки болтов с крутящим моментом до предела текучести, болтов стержня и болтов крышки коренных подшипников. Процедура затяжки всегда требует точного динамометрического ключа и обычно углового калибра. Болты обычно затягиваются в три-пять шагов, с каждым шагом прилагая немного большую нагрузку на болты.Последний шаг — повернуть каждый болт на определенное количество градусов, чтобы растянуть болты до их расчетного предела.
* Если при затяжке болт сломался, возможно, вы его слишком сильно растянули. Или в отверстии для болта, которое скрепляет болт, может быть мусор. Или, возможно, вы по ошибке смазали резьбу болта и перегрузили болт. Или болт может опускаться до дна в трюме, потому что он слишком длинный, или из-за того, что головка была отфрезерована.
НАКОНЕЧНИКИ ДЛЯ СНЯТИЯ БОЛТА ОТ МОМЕНТА ДО ОТХОДА
Поскольку болты крепления головки блока цилиндров с крутящим моментом до предела текучести предназначены для одноразового использования, они нередко ломаются при попытке их снять.Это плохая новость, потому что затем вам нужно высверлить то, что осталось от болта из отверстия в блоке, и, возможно, отремонтировать резьбу в отверстии, если она была повреждена.
Ржавчина и коррозия в двигателях с большим пробегом могут привести к залипанию болтов головки цилиндров, поэтому, чтобы ослабить резьбу перед ее снятием, попробуйте следующий трюк:
* Поместите пробойник в центр каждого болта с головкой, затем нанесите каждому болту пару ударов молотком. Сотрясение должно помочь избавиться от ржавчины или коррозии между резьбой на болтах и резьбой в блоке двигателя.Если болт все еще заедает, используйте пробойник и молоток и снова постучите по нему. Или, если у вас есть пневматический пневмоударник, используйте тупой наконечник и молоток по верхней части болта, чтобы ослабить его.
* После снятия болтов с крутящим моментом до предела текучести осмотрите и очистите отверстия в блоке. Купите новый набор запасных болтов, сравните длину и резьбу с оригинальными болтами, чтобы убедиться, что они совпадают, а затем выбросьте старые болты.
Статьи по теме:
Болты головки цилиндровДинамометрический ключ (как использовать)
Как снимать гайки и болты
Распространенные причины отказа прокладки головки
Предотвращение повторяющихся отказов прокладки головки
Подробнее о причинах отказа прокладок головки
Компоненты головки цилиндров OHC
2 Советы по ремонту двигателяЩелкните здесь, чтобы увидеть больше статей, связанных с двигателем
Щелкните здесь, чтобы увидеть больше технических статей Carley Automotive
.Инструменты для натяжения и крутящего момента для затягивания и ослабления промышленных болтовых соединений
- Инструменты для болтов
- Цилиндры для натяжения болтов
- Тип ES, одноступенчатый
- Тип SES, одноступенчатый, простой
- Тип ESH, одноступенчатый, полый поршень
- Тип ESX, одноступенчатый, с быстрой заменой
- Тип MS multi -ступенчатый
- Тип MSH многоступенчатый, полый поршень
- Тип Twin
- Тип сегмента
- Большой
- Система документации
- Калибровка цилиндра натяжения болтов
- Принадлежности
- Гидравлические гайки
- Принадлежности
- Гидравлические динамометрические ключи
- Тип CX
- Тип D-Flex
- Тип DRS
- Тип DKS
- Принадлежности двухшланговый
- Принадлежности одинарный шланг
- Тестер статического крутящего момента
- Гайки типа EDS
- электрические
- Тип ADS с батарейным питанием
- Тип PDS пневматический
- Тип MDS механический al
- Принадлежности
- Тестер динамического крутящего момента
- Измеритель крутящего момента для гайковернов ITH
- Гидравлические насосы для цилиндров натяжения болтов
- Series Hydro-MAX
- Series Eco-MAX
- Series Micro-MAX —
- Series Travel-MAX
- Series Lever-MAX
- Гидравлические насосы для динамометрических ключей
- Hydro-DAX серии V
- Аккумулятор Hydro-DAX V18
- Aero-DAX 19
- Ручной насос DA 16
- Системы контроля и контроля
- Система документации PD / PSD
- Калибровка цилиндра натяжения болтов
- Тестер статического момента
- Тестер динамического крутящего момента
- Torquemeter
- Цилиндры для натяжения болтов
- 9000 9000
- Инженерное проектирование
- Инжиниринговые услуги
- Крепежные детали
- 900 03 Стандартные крепежные элементы
- ITH Roundnuts RMS / RMZ
- Системы крепления IHF
- Натяжная гайка
- Обслуживание клиентов
- Услуги по сборке
- Обучение инструментам ITH
- Отраслевые газовые инструменты
- Об ITH
- Карьера
- Новости
- Карта сайта
- Контактный лист
- Промышленные газовые турбины
- Промышленные решения
- Дизельные и газовые двигатели
- Гидроэнергетика
- Электростанции
- Компрессоры и насосы
- Редукторы
- Краны
- Строительные машины
- Морское и морское строительство
- Нефтегазовая промышленность
Стальные конструкции - Промышленные решения
- Стальные конструкции Новости
- Об ITH
- Портрет компании
- Работник в ITH
- Социальные обязательства
- Контакт
- Контактный лист
- Карта сайта
- Поиск по ключевому слову
- Инструменты для болтов
- Цилиндры для натяжения болтов
- Тип ES, одноступенчатый
- Тип SES, одноступенчатый, простой
- Тип ESH, одноступенчатый, полый поршень
- Тип ESX, одноступенчатый, с быстрой заменой
- Тип MS multi -ступенчатый
- Тип MSH многоступенчатый, полый поршень
- Тип Twin
- Тип сегмент
- Большой
- Система документации
- Калибровка цилиндра натяжения болтов
- Принадлежности
- Гидравлические гайки
- Принадлежности
- Гидравлические динамометрические ключи
- Тип CX
- Тип D-Flex
- Тип DRS
- Тип DKS
- Принадлежности двухшланговый
- Принадлежности одинарный шланг
- Тестер статического момента
900 . - Цилиндры для натяжения болтов
- На главную
- Развернуть / свернуть
- Развернуть / свернуть
- Направляющая
- Размеры и спецификации труб
- Таблицы сварных соединений
- Цветовая диаграмма
- Диаграммы сварных соединений
- Производство труб
- Осмотр труб
- ФитингиРазвернуть / Свернуть
- Руководство по трубным фитингам
- Производство трубных фитингов
- Размеры и материалы трубных фитингов
- Осмотр трубных фитингов — Визуальный осмотр и испытания
- Размеры отвода
- — 90 и 45 градусов Размеры трубных колен и обратных труб
- Размеры тройника
- Размеры переходника
- Размеры заглушки
- Размеры трубной муфты
- Фланцы расширяются / сжимаются
- Направляющая фланца
- Отверстие и длинная приварная шейка Фланец
0003 Размеры фланца приварной шейки - Развернуть / свернуть
- Размеры фланца RTJ
- Размеры фланца для соединения внахлест
- Размеры фланца с длинной приварной шейкой
- Размеры фланца, приварного внахлест
- Размеры фланца для скольжения
- Размеры заглушки
- Размеры фланца с диафрагмой 0003000 / Свернуть
- клапанов
- Детали клапана и трим клапана
- Задвижка
- Проходной клапан Шаровой клапан
- Обратный клапан
- Дроссельный клапан
- Заглушка
- Игольчатый клапан
- Клапан сброса давления
- Материал трубыРасширение / сжатие
- Направляющая материала трубы
- Углеродистая сталь
- Легированная сталь
- Нержавеющая сталь
- Цветные металлы
- Неметаллические
- ASTM A53
- ASTM A21 9000letsp
- Свернуть
- 900 03 Направляющая
- Приварная бобышка и размеры
- Гнездо и размеры
- Резьба и размеры
- Латролет и размеры
- Элболет и размеры
- Шпильки Развертывание / свертывание
- Процедура затяжки шпильки
- Болт
- Направляющий болт
- Таблица
- Размеры толстой шестигранной гайки
- Прокладки и жалюзи для очков Развернуть / Свернуть
- Направляющая прокладок
- Спирально-навитая прокладка
- Размеры спирально-навитой прокладки
- Размеры прокладки RTJ и размер Заглушка
- Размеры
- Зрительные очки
- P & IDExpand / Collapse
- Как читать P&ID
- Блок-схема технологического процесса
- Символы P&ID и PFD
- Символы клапана
- EquipmentExpand / Collapse
- Типы насоса и свертывания 004
- Сосуд под давлениемРазвернуть / Свернуть
- Скоро
Таблица крутящих моментов и моментов затяжки болтов фланца
Перейти к содержанию- Направляющая
- Видеоуроки
- हिंदी Видео
- Домашняя страница
- Трубопровод
- Трубопровод
- Трубопровод
- Размеры и спецификации труб
- Таблицы графиков труб
- Цветовая кодировка бесшовных труб 9000 Производство
- Осмотр труб
- Трубопровод
- Фитинги
- Руководство по трубопроводным фитингам
- Производство трубных фитингов
- Размеры и материалы трубных фитингов
- Осмотр трубных фитингов — визуальный осмотр и испытания
- Размеры колена — 90 и 45 градусов
pe Колена и возвратные размеры - Размеры тройника
- Размеры трубного редуктора
- Размеры заглушки
- Размеры трубной муфты
- Направляющая фланца
- Диафрагма и фланец с длинной приварной шейкой
- Фланец Приварной фланец
- Клапаны Направляющая
- Детали клапана и трим клапана
- Задвижка
- Проходной клапан
- Шаровой клапан
- Обратный клапан
- Дисковый клапан
- Пробка
- Игольчатый клапан
- Пережимной клапан
- 00030003000300030003000300030003000300030003000300030003000300030003 Матер ial
- Руководство по материалам труб
- Углеродистая сталь
- Легированная сталь
- Нержавеющая сталь
- Цветные металлы
- Неметаллические
- ASTM A53
- ASTM A105
- Olets
- Olets
- Размеры
- Гнездо и размеры
- Резьба и размеры
- Latrolet и размеры
- Эльболет и размеры
- Болты шпильки
- Направляющая шпильки
- Процедура затяжки болтов
- Размеры фланцевых гаек
- Olets
- Прокладки и жалюзи для очков